Produkt




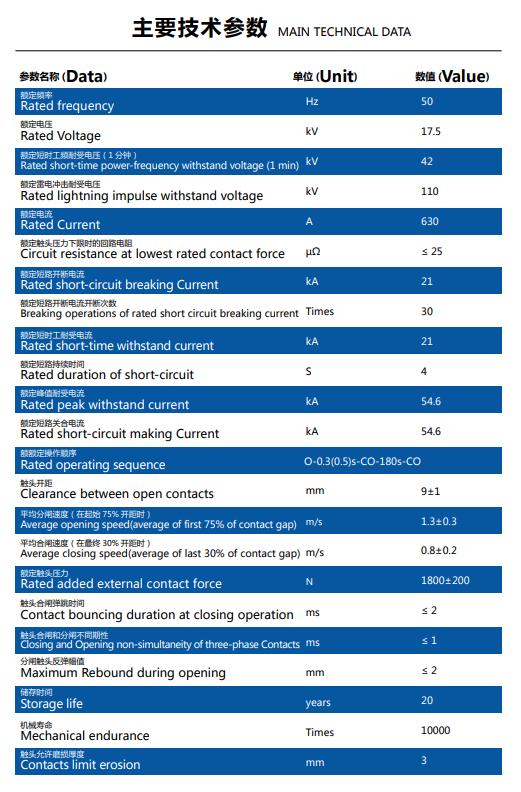
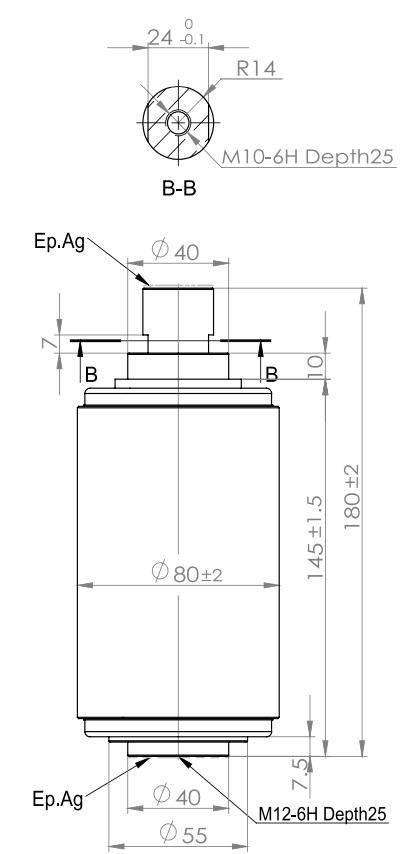
Vakuové zhášedlo pro export TD-17.5/630-21(188)
Stručný popis produktu:
Podsestavy vakuových zhášedel byly původně sestaveny a pájeny dohromady v peci s vodíkovou atmosférou.Trubice připojená k vnitřku zhášedla byla použita k evakuaci zhášedla pomocí externí vakuové pumpy, zatímco zhášedlo bylo udržováno na teplotě asi 400 °C (752 °F).Od 70. let 20. století se dílčí součásti zhášedla montují ve vysokovakuové pájecí peci kombinovaným procesem pájení a vakuování.Desítky (nebo stovky) lahví se zpracovávají v jedné dávce pomocí vysokovakuové pece, která je zahřívá na teploty až 900 °C a tlaku 10−6 mbar.Zhášedla tak splňují požadavek na kvalitu „uzavřená na celý život“.Díky plně automatickému výrobnímu procesu lze vysokou kvalitu kdykoli neustále reprodukovat.
Poté se vyhodnocení zhášedel pomocí rentgenové procedury použije k ověření poloh, úplnosti vnitřních součástí a kvality pájecích bodů.Zajišťuje vysokou kvalitu vakuových zhášedel.
Při tváření se definitivní vnitřní dielektrická pevnost vakuového zhášedla ustavuje s postupně se zvyšujícím napětím, což se ověřuje následnou zkouškou impulsním bleskem.Obě operace jsou prováděny s vyššími hodnotami, než jsou uvedeny v normách, což svědčí o kvalitě vakuových zhášedel.To je předpokladem dlouhé výdrže a vysoké dostupnosti.
Za určitých okolností může vakuový vypínač stlačit proud v obvodu na nulu před přirozenou nulou (a obrácením proudu) v obvodu střídavého proudu.Pokud je načasování činnosti zhášedla nepříznivé s ohledem na průběh střídavého napětí (když je oblouk zhasnutý, ale kontakty se stále pohybují a ionizace se ještě ve zhášedle nerozptýlila), může napětí překročit výdržné napětí mezery.
V dnešní době, při velmi nízkém proudovém štěpení, vakuové jističe neindukují přepětí, které by mohlo snížit izolaci od okolního zařízení.